 New Zealand
New Zealand
 Australia
Australia
 Singapore
Singapore
A case study of what can be achieved from a recent energy audit
“Big Data” is a popular buzzword that doesn’t just apply to where you shop and what you buy. Pulp and paper mills commonly trend and monitor large amounts of data but until recently, putting it all together typically exceeded the capabilities of software packages such as MS Excel.
In this case study, Wood Beca partnered with Australian Paper (AP) and their Maryvale Paper Mill Power and Recovery team, to identify energy savings based on available process data. The approach taken was to apply ‘big data’ analysis to historical process data, identifying areas of the mill which presented the greatest potential energy savings.
Steam system overview
The mill generates 60 bar(g) steam power through gas and coal fired boilers. This steam is then reduced through parallel steam turbines to a range of intermediate pressures, which are distributed throughout the mill. At the various consumption points, the steam pressure is then reduced again across control valves, to maintain a range of set points. The fundamental principle is that maximising the drop across the turbines and minimising the control valve pressure drop allows for maximum power generation.
The scale of analysis and size of the prize
In any mill, especially one as complex as AP Maryvale, there are many control valves continuously responding to process changes. Achieving an additional 5 kPa pressure drop through the high pressure (60 bar(g)) to low pressure (3.8 bar(g)) turbines at Maryvale would generate, using the average flow, an additional 77 kW of power. As a comparison, variable speed drives are often justified to save less power than this. Since the optimisation on the turbines can be done with software, every kPa counts as there is limited capital cost.
The key issues to be addressed were:
- The amount of time set points could be dropped without exceeding the simultaneous demand variations of all consumers.
- Modelling the turbines to estimate power generation with changing flows and differential pressures. Mill-wide information was gathered and analysed, combining 27 million data points looking at conditions at 10- minute intervals over 6 months.
Results
Figure 1 - Distribution Header Pressure Set Points

AP has already achieved good savings by simply reducing the outlet pressure set points on two of the headers. These changes convert to an annual energy cost saving in the order of $380,000 (see Figure 1). However, the bigger prize is to continuously optimise the outlet set points, which could achieve annual total energy savings estimated to be around $1.2 million.
Figure 1B – Outlet Pressure Set Points of Distribution Headers

Compressed air system overview
AP have six 500 kW parallel screw and centrifugal air compressors supplying the mill, which are manually chosen to run at any one time – this is a typical setup. The mill has long suspected there was an opportunity to optimise the combination but quantifying this opportunity to justify the changes has not been easy.
The scale of analysis and size of the prize
Compressed air demand changes all the time and compressor efficiencies generally reduce on part load. Centrifugal air compressors are particularly efficient as base load machines.
The compressed air demand was compared to the available operational air compressor capacities, to ascertain if it would be possible to select a better combination of compressors. A large amount of operating data was then analysed with the results shown in Figures 2 and Figure 3.
Figure 2 - Optimal Air Compressor Arrangement

Figure 3 – Percent of Extra Current Compressors Operating Vs Ideal Combination
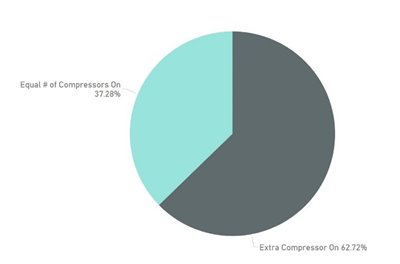
Reducing the number of operational air compressors would improve the efficiency of the remaining compressors, as there would be less part loading. The key figures to note are that 62% of the time an extra compressor was running, and 99% percent of the time a less than optimum combination of compressors was selected.
Compressors cannot be switched on and off too regularly, so the optimum configuration may not always be practical to achieve when short loading cycles are required. The theoretical optimum compressor combination was, however, compared to the actual combination and the savings were estimated to annually approach $200,000. In reality, the actual potential savings are thought to be in the region of $150,000 per annum as the number of starts and stops of equipment has to be limited. More analysis is required to confirm this.
What’s changed in Data Analysis
Industrial processes have been trending and compiling data for decades. Several key things have now happened that are changing the way we can access this data and our ability to use it effectively.
- 1. Companies are now placing their data onto cloud-based platforms, with the correct security protocols so it can then be accessed more easily for analysis.
- 2. Computing software and data capacities are now evolved to the point that large amounts of data can be quickly manipulated to look for opportunities.
- 3. AI can now be used to look for correlations amongst mounds of data not obvious to human observers.
The control principles have been around for some time. However, until now it has not been as easy to quantify the size of the prize, model performance and confidently justify change.
How to prepare for big data
An ongoing, practical obstacle when dealing with large quantities of data is the format and naming conventions used. A significant portion of data analysis is understanding what area it relates to when it is all put together. In the absence of cloud-based data, simply locating all available data is time consuming.
Core principles of data optimisation
Consider the broader picture of how supply and demand interact. Production processes are typically compartmentalised and that often leads us to consider optimisation in isolation. In this example, steam supply pressures need to consider consumers, whilst in other industries, refrigeration supply temperatures need to consider the changing requirements of their own set of consumers.
Pulp and Paper plants are known to capture and store lots of data. With modern data analysis techniques, this data could now prove to be a gold mine in terms of achieving great energy efficiency outcomes and cost savings.
Graeme Harding
Technical Director - Process Engineering